



Imagine a world where moisture does not matter, a world where you can harvest when you want, where mycotoxins do not affect stored products, where plants always operate at maximum efficiency, and final products are perfect
It sounds fabulous, but as it is well-known in the agricultural, feed, and related industries, moisture is a determining factor in every process. Let us focus on the most energy-consuming process.
Storage and drying
After harvesting and threshing, the yield needs to be stored and preserved accordingly to prevent the bacteria’s development, causing a rise in temperature and the spread of moulds that release mycotoxins.
Drying is the common practice to store materials safely, but due to moisture variations of the yield and sampling errors, we could end up drying too much or not enough.
-Under-drying causes patches with a higher final moisture which will cause hot spots and rotting cereals in the silo with a possible waste of all the yield.
-Over-drying releases excess CO2 and wastes energy. It also causes yield loss, increases breakage and shrinkage, decreasing quality and profitability.
Due to material moisture variation at the dryer input and sampling error, it is not easy to maintain the target’s output.
For these reasons, it is essential to use an online moisture sensor to provide real-time adjustment to the dryer and maintain a repeatable output target.
Not all sensors are equal
Many moisture sensors are available on the market, but resistive, capacitive, and analogue microwave sensors have a nonlinear relationship to the moisture, making them very difficult to calibrate.
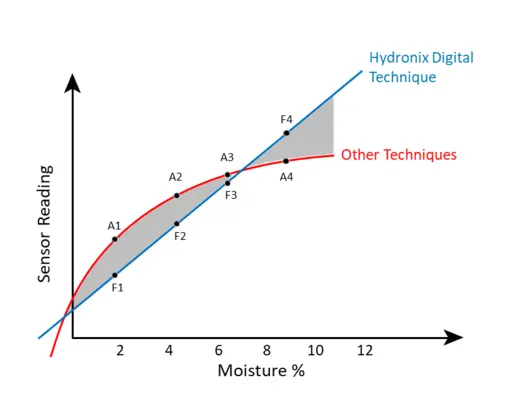 The unique patented Hydronix digital measurement technology has a linear relationship with moisture, making it superior to nonlinear techniques. Linear measurement allows for ease of calibration with fewer calibration points required and high accuracy from the wet to dry end of the scale without loss of sensitivity.
The unique patented Hydronix digital measurement technology has a linear relationship with moisture, making it superior to nonlinear techniques. Linear measurement allows for ease of calibration with fewer calibration points required and high accuracy from the wet to dry end of the scale without loss of sensitivity.
Hydronix sensors are a single, intelligent unit built with premium material that contains all on-board functionality, including signal processing and averaging.
Hydronix sensors measure the moisture content of materials passing over the ceramic faceplate accurately and quickly, with 25 readings per second, allowing to control processes in real-time to improve reactivity to changes in the material flow. With two analogue outputs and RS485, the sensor offers a high level of connectivity. Industry 4.0 ready, the sensors connect through Ethernet TCP/IP, Ethernet/IP, Web API, PROFIBUS and PROFINET using Hydro-Hub and Hydro-View 5 interfaces.
Hydronix is driven by the belief that we help to build a more sustainable future for our children and the generations to come by helping your success.
For these reasons, Hydronix, with its 39 years of passion and expertise, provides the best digital microwave moisture sensor technology.
Hydronix is present in over 80 countries worldwide, providing a network of expert engineers in the field speaking your language.
-By Alessandro Mario, technical sales engineer, Hydronix.
For more information, visit: www.hydronix.com
